Known for its bold, distinctive seasoning, Dot’s Homestyle Pretzels is the third-largest pretzel brand in terms of sales volume in the United States. That's quite an accomplishment for a company founded in 2012, operating in a mature product segment, that didn’t gain national distribution until the middle of 2019, with much of that initially through hardware stores.
 Dot’s Homestyle Pretzels is the third-largest pretzel brand in terms of sales volume in the United States. The Hershey Company acquired Dot’s for $1.2 billion in December 2021.
Dot’s Homestyle Pretzels is the third-largest pretzel brand in terms of sales volume in the United States. The Hershey Company acquired Dot’s for $1.2 billion in December 2021.
Despite the steady expansion in production capacity, Dot’s strained to meet the rapidly growing demand, even with each plant predominantly operating 24/7 production schedules.
A new model for fourth production facility
With no perceivable impediment to its growth other than capacity, as plans developed for a fourth production facility Dot’s management decided to make a significant investment in automation.The 186,000-sq.-ft. state-of the-art facility opened in November 2020 in Logistics Park Kansas City in Edgerton, Kan. It features automated product preparation, handling, and packaging from beginning to end, and like other Dot’s plants, it operates a 24/7 production schedule with some downtime every other weekend for cleaning and maintenance.
“Our prosperity over the last few years allowed us to gather the resources needed to pursue automation, which we believe to be the natural progression in keeping the company on an aggressive growth trajectory,” says Kent Schmidtberger, Dot’s project manager at the Edgerton location.
“I came from plants that were heavily automated, so I know the benefits. Not only are we able to produce more pretzels, but we do so with greater consistency. Plus we have the added flexibility to expand our product lines down the road.”
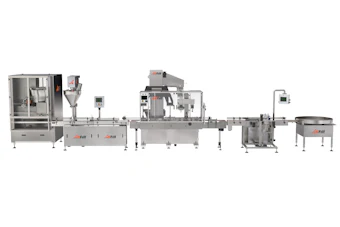
Dot’s turned to Oostburg, Wis.-based packaging solutions provider Viking Masek to design, specify, and install the automated packaging systems in the facility. The packaging systems include a bucket elevator that transports finished product to several weigh stations, then on to bag sealers, metal detectors, checkweighers, vertical bag fillers, case packers, and ultimately a case palletizing station.
Dot’s twisted pretzel sticks come in eight package sizes ranging from 0.5 to 32 oz, and in three flavors: Original, Southwest, and Honey Mustard. The most popular retail 16 oz size is available in both standard and point-of-purchase display cases.
With the most variation to the product coming in the case configuration, to design and install the case packing and palletizing processes, the most flexible portions of the overall packaging line, Viking Masek and automation system integrator IAS Inc. came together to form Viking Masek Robotics & Automation (VMRA). The strategic partnership combined the expertise, experience, and resources of both companies to provide cutting-edge packaging solutions that automate the entire packaging process from bagging to palletizing and beyond.
Two delta robot case packing lines
“The biggest challenge for VMRA in designing the case packing systems was to accommodate the various size packages, and facilitate both the stand up and lay flat pouch case configurations,” says Schmidtberger. “They basically had to accomplish, through robotic automation, the packing of all the SKUs that we manually process at our other facilities.” ABB FlexPicker delta robots fill the POP display cases.
ABB FlexPicker delta robots fill the POP display cases.
The three smaller size SKUs are vertical form filled pillow bags with heat seals on each end. The three-robot case packing line is optimized for maximum throughput, with automatic changeover functions to accommodate the differing pick-and-place requirements for each size. The smaller bags are typically destined for convenience stores, vending machines, and airline hospitality commissaries.
The changeover from one SKU to another is handled by a few button presses at the machine HMI. Once the new recipe is accepted, the machine automatically adjusts the physical and program parameters to handle the next SKU. All this is accomplished in a matter of minutes.
When 16-oz. bags come down the line to be packed in the POP cases, the robots pick them up and lay them flat into a dumper bin to the side of the conveyor, adjacent to the case. When the bin is filled with the appropriate case quantity, it automatically tilts and dumps the bags into the case in an upright orientation. The bags are thusly positioned for display when the front case cutout is removed on the retail floor. The standard, non-POP cases bound for distribution centers or locations where product is stocked on shelves are packed flat directly into non-display cases. This extra bit of automation provides the flexibility to pack multiple 16 oz. case configurations on the same line.
 ABB FlexPicker delta robots fill the POP display cases.
ABB FlexPicker delta robots fill the POP display cases.
VMRA worked with the Dot’s production team to optimize the vacuum tools for the project. The geometry of the tool, suction cup design, and robot programming have all been carefully engineered for maximum performance and lifespan.
One palletizing robot simultaneously serves both lines
The case packing lines end adjacent to a single ABB IRB 660 palletizing robot that, with a 3.15-m reach, is able to reach cases from the end of both conveyors, alternately picking cases from each conveyor to simultaneously build a separate pallet for each product SKU.The palletizing EOAT is a vacuum-based foam area gripper designed by VMRA specifically to meet the needs of the application. With a single tool, the palletizing robot is able to accommodate single- and multi-product picks to maintain optimal throughput. Completed pallets are transferred to a main exit conveyor, stretch wrapped and sent to the warehouse to be staged for shipping.
 The palletizing EOAT is a vacuum-based foam area gripper designed by VMRA specifically to meet the needs of the application. With a single tool, the palletizing robot is able to accommodate single and multi-product picks to maintain optimal throughput.
The palletizing EOAT is a vacuum-based foam area gripper designed by VMRA specifically to meet the needs of the application. With a single tool, the palletizing robot is able to accommodate single and multi-product picks to maintain optimal throughput.
Using PickMaster for the case packing lines and the Palletizing PowerPac for the palletizing system, two application-specific add-ins to RobotStudio, VMRA was able to experiment with highly realistic simulations of automation systems featuring various robot model and layout combinations in the progression of reaching the optimal design for each line.
In addition to helping identify the relative positioning of each robot based on their footprint, reach, and payload, the software is able to select and position all other line components, such as conveyors and other fixtures needed to perform the various line processes. As a system simulation is developed, RobotStudio can identify any potential bottlenecks and calculate accurate space requirements and cycle time metrics that the system concept would deliver if actually installed on the plant floor.
“RobotStudio is a great program that allows us to simulate real world system configuration scenarios offline, which saves a lot of time throughout the system design and commissioning processes,” says Dave Raschke, the VMRA project manager who worked closely on the Dot’s project. “In essence, we were able to experiment with complete and accurate system design variations through risk-free trial and error until the ideal system was designed.”
Custom PLC design, seamless integration with robot controllers
VMRA also wrote the PLC program for the packaging and palletizing lines. The system is designed to be modular. Each case packer/palletizer machine uses an Allen-Bradley GuardLogix PLC with custom logic to integrate with the higher level customer systems for analytics.The primary role of the Allen-Bradley GuardLogix platform is to act as the ‘machine master’ and control the major automation functions of each machine such as running conveyors, indexing boxes, and dumping product. VMRA makes machine and operator safety a top priority and so deploys the GuardLogix Safety CPU to monitor all safety devices and ensure machine safety meets or exceeds SIL2/PLd safety requirements.
 ABB FlexPickers fill the standard shipping cases.
ABB FlexPickers fill the standard shipping cases.
Steadily increasing performance
The performance measures have been very good, with the Edgerton facility processing more pretzels each successive quarter it has been in operation, an increasing productivity output that is approaching double that of any other Dot’s plant.The project has also fostered other positive results among the participants.
In May 2021 Viking Masek and IAS established a strategic partnership, resulting in IAS changing its name to Viking Masek Robotics & Automation (VMRA). The new entity has the ability to design and build fully automated production and packaging lines from raw product to a shrink wrapped pallet.
In an unrelated, yet highly publicized transaction, The Hershey Company acquired Dot’s for $1.2 billion in December 2021. PW