Collective Arts Brewing (CAB) combines the creativity of craft beverages with the inspired talents of artists from around the world. The brewery features limited edition works of art on its labels and aims for the liquid on the inside to be as diverse and creative as the artists it profiles. The company was founded in 2013, and after two years contending with scarce capacity among contract brewers, in 2015 it took the plunge with a brewery of its own in Hamilton, Ontario.  The mandrel-based shrink sleever used at Collective Arts typically runs between 200 and 220 cans/min, but could speed up to 300 cans/min.
The mandrel-based shrink sleever used at Collective Arts typically runs between 200 and 220 cans/min, but could speed up to 300 cans/min.
After starting with beer in bottles, the company eventually switched exclusively to beer in cans. It grew quickly into ciders in bottles, hard teas in cans, and the latest craft beverage darling—canned ready-to-drink (RTD) cocktails. The company is even doing some distilling, gin mostly, in larger multi-serving bottles. This means the number of SKUs and possible formats is growing exponentially. So grows the opportunity for uniquely decorated labels across the product range.
Lots of labels
The artistic concept is about as packaging-forward as craft breweries venture, but it leads to some tough packaging automation decisions from an operational standpoint. It’s one thing for a craft brewery to eschew printed cans in favor of shrink sleeves or p-s labels on bright stock. That practice is pretty common in an industry known for small batches, seasonal varieties, and brewery collaborations in volumes too low to meet printed-can MOQs.
But it’s another thing to use multiple different labels on the same brand and batch of beer. All but a few of CAB’s beer brands, including the highest volume core brands, use at least four different labels at once, with each of the four labels featuring a different piece of artwork. Take, for example, the beer brand Life in the Clouds, a New England-style IPA. On any given batch run of this brand, the company will be producing cans with one of four different label treatments. What’s more, that artwork is swapped out at least three to four times per year. If beer and art connoisseurs decided to collect them, they might find 12 to 14 differently decorated cans of Life in the Clouds in 2021.
“Getting all of that art onto our cans and bottles is a bit of an art in and of itself,” says Jeff Tkachuk, VP, Finance and Operations, Collective Arts Brewing. “Our most common format is loose 16-oz cans going into a 24-count corrugated tray. When the cans come off the line, we want to have an assortment of all four different pieces of artwork going into each tray. We don’t want to produce trays with 24 pieces of the same artwork on each can. We want to make sure we’re getting a nice distribution of all four pieces of artwork. We want to end up with an evenly mixed pallet.”
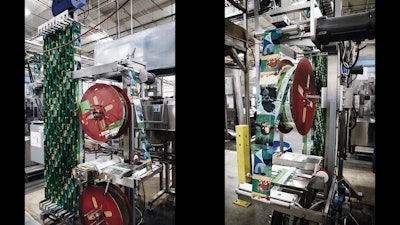
That might be technically possible with printed cans, but it would be prohibitively difficult at most craft breweries. It would entail buying a whole lot of large, complex collation equipment, keeping inventory of several different can styles, and paying a premium for low volume/high variety printed cans.  Dual banders ensure that the sleeve is in the right position when it leaves the sleever and enters the shrink tunnel. The first is set to a higher tension than the second to deal with
Dual banders ensure that the sleeve is in the right position when it leaves the sleever and enters the shrink tunnel. The first is set to a higher tension than the second to deal with
variations in condensation or moisture on the cans.
We also asked Tkachuk if the latest tech—direct digital printing onto cans— might be another route to accomplishing this. But as an emerging methodology, digital printing direct to cans is still an expensive prospect. He also sees the image quality, including how much of the can that can be covered in decoration, as a drawback. Digital printing directly on cans might need a few years of adherence to Moore’s Law, whereby a technology decreases in price while increasing in quality, before it’s ready for prime time.
“I know there’s some digital printing tech that will only print between the heel and the shoulder, but I think there is some technology that will print up onto the shoulder, so the digital print technology is evolving, and it certainly is going to be a good fit for us. But at this point, and given our volumes, the digital printing just doesn’t make sense for our entire portfolio because they’re still pretty slow, plus I think the quality still has a way to go.”
Check out this 2020 Packing World article about the Solucan direct-to-aluminum-can digital printing operation in Montreal, Canada. Collective Arts Brewing's Tkachuk is keeping an eye on this technology.
Familiar shrink sleeve is the answer
Shrink sleeve labeling, however, makes the high-variety label concept attainable in extremely high quality, since label suppliers are able to convert a single, contiguous roll of PETG label stock with four different labels in succession. The result is a repeating progression on the roll from label 1 to label 4, then back to label 1 and so on. While the products themselves aren’t true rainbow packs—the beer brand is the same in each can style—there are still four possible art pieces on any given can, so a tray of 24 has an even distribution of four differently decorated labels.
“Quality always comes first for us, both on the outside and the inside of the can,” Tkachuk says. “I think making sure that the art is being presented in the best possible format is a big deal for us. Shrink sleeves give us that ability because the sleeve covers 100% of the can, from the shoulders to the heel, letting the artwork stand on its own.”  Filling on a 28-head rotary filler.
Filling on a 28-head rotary filler.
Using shrink sleeve labels wasn’t a new concept to CAB—operators had been using them since it started its bricks-and-mortar brewery in 2015. But in its more formative state, the brewery had been using cans that were pre-sleeved by a third party on a much slower filling line. Back then, CAB was just running two five-head Cask filling lines in tandem with the pre-sleeved can.
“We were constantly pushing the pre-sleeved can suppliers to get the sleeves up higher on the container, to avoid that silver line on the shoulder between the seam and the can. It’s less aesthetically pleasing if it’s visible, and a big part of our concept relies on the aesthetic, on the art,” Tkachuk says. “But in asking our suppliers to go higher, we ran the risk of going too high with the seam and allowing it to impact the lid-seaming process, leading to scrap and waste. That was always in the back of our mind. If we really wanted to get a sleeve up as high as possible, but not impact the integrity of the seam, we really needed to apply the sleeve post-fill.”
Another advantage of post-fill sleeving is that low-fill scraps are almost always caught, thanks to over/under fill level inspection, upstream from the shrink sleever. Under and over-fill scrap will be a less expensive brightstock can, not a value-added decorated can. It might be a nickel or a dime per fill-level scrap, but it adds up. Plus, the brewery already had its depalletizer, a traditional mezzanine-level depal with twist air rinse conveyance that carries empty cans into the low level filler. Figuring out where a prefill shrink sleever would fit into that dynamic would have been difficult.
“There’s a number of different reasons why we wanted to sleeve post-fill, but it certainly presents its own challenges. You have a cold, wet can moving at 300 cans per minute that you’re trying to put a sleeve on, so we did a tremendous amount of work on how we get that can in a presentable format for the sleever. That means we have to heat and dry each can before sleeving, but it’s most important that we temper that heating—we don’t pasteurize our beer, so we don’t want to be doing any damage to the liquid inside by heating it [more on this later, when we describe the full line],” Tkachuk says. “Then, since this was our first foray into sleevers, we probably spent more time on the sleever than we did on anything else, at least when it came to equipment. There’s a handful of fillers that can run at speed, but sleevers we didn’t know a lot about, so we did a lot of due diligence.”
Taking the plunge
Having determined that shrink sleeve was still the best option for CAB’s needs and having committed to the methodology as a long-term solution that they’d rely on for the foreseeable future, they decided to invest in a piece of shrink sleeve equipment that, after a lot of research, they considered best in class—the shrink sleeve packaging machine builder PDC R300 Sleeving Machine.  Brightstock cans are filled on a 28-head rotary filler and seamed within a monobloc enclosure.
Brightstock cans are filled on a 28-head rotary filler and seamed within a monobloc enclosure.
“PDC gave us the most confidence that they could consistently get a sleeve on a can at 300 cans per minute in a post-fill environment. That was the conclusion we came to, and that’s why we went with them,” Tkachuk says. “If we were doing a higher volume of printed cans, maybe we wouldn’t have gone the high-end route. But because all of our cans are sleeved, we could not afford to have issues with the sleever. It’s running every day. Every time we produce beer, that sleever is running.”
A secondary factor in selecting this specific make and model was the ability to shrink sleeve labels with both horizontal and vertical micro-perforation. This optional module perforates vertically or horizontally and provides precise servo-controlled cutoff registration. The system eliminates the need for the typical suite of knives and blades used to separate individual sleeves from the roll.
“The PDC perfs the sleeve, and then it just shoots it down on the mandrel. I’m estimating here, but I’m guessing we’ve run 50 million cans through that sleever, and we’ve replaced the perf mechanism once,” Tkachuk says. “We’d heard feedback from some others using the knives that they’re great when they’re sharp and they’re perfectly aligned, but if they’re not, they can give you some troubles. We couldn’t afford to have any of those types of issues where if the knives were a little dull, or they weren’t aligned 100% properly, we didn’t want to have to deal with downtime. The perforation technology seemed to be the best fit for us.”
The system also allows for an optional vertical perforation running lengthwise down the cylindrically shaped label. A benefit of this feature might be allowing consumers to easily remove the PETG material from the aluminum brightstock for easier recycling. This is certainly market dependent, right down to the municipalities.
“Here in Canada, even within Ontario, different municipalities have different ways they recycle, but most recycling doesn’t require the sleeve to be removed,” Tkachuk says. “If there’s a market that requires that, it’s something we can easily accommodate.”
Check out these other recent craft brew stories featured in Packaging World. All can be found in the PACKAGING FOR CRAFT BREW supplement. Read the Digital Edition of the publication by clicking the blue link.
- Shifting from Glass to Cans at Iceland's Bruggsmiðjan Kaldi Brewery
- One-up Can Seamer Boosts Sales of Crowlers
- Scottish Brewery Sticks with Glass, Implements New Laser Coding
Label placement on inconsistent can surfaces
Anyone who has seen a high-speed shrink sleever in action knows that the cylindrical labels are shot down from the mandrel onto the waiting containers below with such a force that they can bounce a bit off the underlying conveyor, rebounding back up in a way that might unfavorably overlap the shoulder of the can while missing its heel. If a container entered the shrink tunnel with a misaligned sleeve position, the beer would need to be relabeled or scrapped. To combat this, many systems use a rubber-wheel based banding mechanism between the sleever and the tunnel to gently nudge high-rebound labels back to flush with the bottom of the container, right at the conveyor level. Stock PDC machines use this mechanism as well.
“Now, that works great on a perfectly dry, empty can. But because the surface of our cans can be somewhat inconsistent—some might be a little bit drier, some might have a little bit of moisture or condensation on them, and there are ambient temperature and humidity differences between summer and winter—it was difficult to dial in the machine so you were getting a consistent application of the sleeve,” Tkachuk says.  The versatile tray former and packer handles printed corrugated trays and paperboard cartons of multiple formats, but the largest volume SKUs tend to be 24-count trays of 16-oz loose cans.
The versatile tray former and packer handles printed corrugated trays and paperboard cartons of multiple formats, but the largest volume SKUs tend to be 24-count trays of 16-oz loose cans.
If the cans were consistently a little wet, or a little moist, it would be just a matter of dialing in the single bander to compensate. But there is no such consistency, and when a drier can comes through the bander won’t be correctly calibrated. Consequently, the label will be pulled with too much force, causing it once again to bounce off of the conveyor below and come to rest too high on the can. This inconsistency required a custom fix.
“What we did was we added a second set of banders,” Tkachuk says. “The first one is a little bit more aggressive to get that sleeve down and into position on moist cans. When a bone-dry can comes through, and the label had bounced a bit from the first bander, the second one more gently feathers it on and into place. These two back-to-back banders of varying tensions make sure, regardless of what’s happening on the surface of the can, that sleeve is in the right position when it enters the tunnel, and we’re getting the best shrink.”
The full packaging line
The full canning line at CAB accommodates both 12-oz and 16-oz cans, and general cruising speed is around 220 can/min, with capability on the shrink sleeve of 300 cans/min. The line opens with an overhead depalletizer from depalletizing equipment specialist Ska Fabricating, which conveys brightstock cans through a twist rinser and an air-blade on the way to an operator-level, CFT 28-head rotary filler and seamer in a monoblock enclosure. A knife removes any foam or head between the fill and the seam.  A corrugated tray is formed around a 6 x 4 format of shrink sleeved cans at Collective Arts Brewing.
A corrugated tray is formed around a 6 x 4 format of shrink sleeved cans at Collective Arts Brewing.
The first station after the fill and seam is a Filtec level inspection device, which again rejects overs and unders prior to any added value, like sleeving or date coding. A warmer is next on the line, which carefully brings the beer up to a sleeve-ready temperature. After the warmer, cans are dried by a high-efficiency Adamark Air Knife Drying System custom-designed by local Canadian manufacturer R.E. Morrison Equipment. Twist conveyance then overturns the can line to pass underneath an EBS Inkjet System for coding and marking. It codes the beer with packed-on or best-before data prior to a final round of drying before hitting the sleever, well-described above.
After the two banders have precisely positioned the label, cans enter the shrink tunnel, part of the PDC system and precisely specified for the upstream sleever.
“Obviously, the faster you run, the longer a tunnel you need,” Tkachuk says. “As the beer is in there, we’re potentially exposing the product to heat, so we needed to make sure the actual shrink process was not adding any heat to the actual liquid.”
As CAB first put the system through its paces, operators tested the liquid’s temperature pre-tunnel and post-tunnel. This revealed the tunnel imparted a negligible +0.5°C beer temperature pickup.
“It was a big concern for us, but quickly was dismissed,” he adds.
Secondary packaging is a bit more fragmented as it’s completely format dependent, but most often it entails a 24-count corrugated trays of loose 16-oz cans, which are then shrink-wrapped and hand-palletized. The tray former from DMM Packaging forms and glues corrugated trays around each 4 x 6, or 24-count can format.
“What we like about the tray packer is it will also do cartons,” Tkachuk says. “If we’re doing a 4-pack or a 6-pack, or a 12-pack, we can do printed paperboard for 12 or 16-oz formats. And we can easily flip between loose cans in a tray and a paperboard carton format, so changeover isn’t a problem.”
For all of its U.S. sales, CAB uses PakTech HDPE can handles. While can handle application is currently manual, Tkachuk envisions installing a mechanical applicator at some point. He would expect that to be an in-line installation, to benefit from the tray packer downstream. And when doing paperboard or loose cans, the line flow would simply flow through the can handle applicator unmolested, right into the tray and carton former.
Looking ahead, another automation investment that might be in the cards down the line is a palletizer, particularly considering the multiple format capabilities of the tray and carton former. -PW




















