This content was written and submitted by the supplier. It has only been modified to comply with this publication’s space and style.
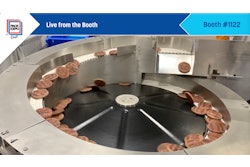
Multi-Conveyor recently built a set of sanitary food-grade conveyors that combine dual lanes of cup-size containers to feed an existing metal detector. The first conveyor section starts at an existing filler discharge that transfers dual-lane product on 6 1/2-in. centers.
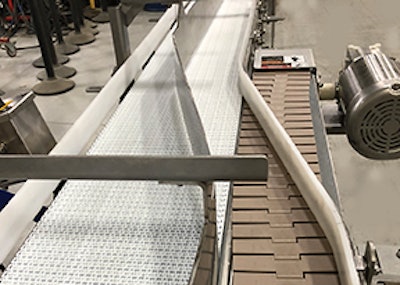
The two lanes travel through a 90-deg curve on side flexing chain, set at precise speeds to facilitate a natural 2-to-1 combiner using a simple angled side rail. The cups proceed through a second 90-deg curve, then side transfer onto a 12-in. wide flush grid belt divided into two lanes.
The transfer area incorporates a chain drift design, a special option used to help minimize the distance between carry surfaces that are supported by separate conveyor frames requiring seamless parallel transition. Due to a smaller size container base, the chain drift also provides successful transfer assistance, while maintaining both required orientation and product rates.
An existing slide chute discharges products here from an additional product line. A simple center guide rail provides product separation of the two production lines moving in tandem toward the metal detector infeed.
Motor controls and operator push-button controls are included for each conveyor. The hygienic conveyors are stainless-steel, washdown constructed per sanitation levels as required.