This content was written and submitted by the supplier. It has only been modified to comply with this publication’s space and style.
Due to rising ingredient prices and a volatile fuel market, industries are searching for innovative solutions to reduce waste and optimize processing efficiencies.
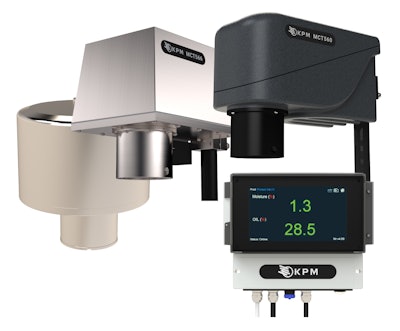
KPM Analytics addresses these challenges head-on by introducing the MCT560 Online NIR (Near Infrared) Sensor Series. It accurately measures parameters such as moisture, oil (fat), coat weight, and temperature, among other characteristics.
The MCT560 Series is a family of three different sensors to serve the diverse needs of industrial manufacturing and food processing users.
- MCT560: Designed for industrial manufacturing applications, including wood products, paper converting, chemicals and minerals, tobacco, and many others.
- MCT566: Designed for use in food production applications such as snack foods, baked goods, ingredients, animal feed, and many others.
- MCT569: Also designed for food production but offers full washdown capability (IP69 rated).
The MCT560 represents the latest generation of the series and a significant leap forward. One key improvement is its measurement speed—the MCT560 analyzer scans at three-times the speed of the previous MCT460 NIR Sensor Series. The system records an impressive 99 data points per second for more precise, real-time analysis, making it possible to measure individual products on a high-speed conveyor belt.
Other product improvements include advanced usability features, improved serviceability, and a larger user interface based on the latest SensorVu™ software platform, which also controls the newly introduced NIR-7000 online moisture sensor.
MCT560 Analyzers Offer Speed, Precision, and Savings
“Increased data collection speed alone can help companies address soaring costs,” said Chris Pike, Senior Global Business Development Director for NIR Products with KPM Analytics, “but the new MCT560 Series offers so much more.”
The new MCT560 Series is an online, non-contact sensor system based on proven, reliable, and widely used near-infrared (NIR) technology. It easily integrates into existing conveyor systems and offers rapid and continuous analysis for manufacturers and food processing facilities.
Online moisture and fat analysis helps operators increase yield, reduce waste, and achieve consistent product quality. NIR enables operators to meet product specifications precisely, for example, by allowing moisture control to be within one-tenth of a percent.