The COVID-19 pandemic made a big difference in how consumers see the need to visit their doctors in person. By avoiding in-person visits, patients could protect themselves and/or others in the waiting room. And in many cases, in-person visits simply weren’t available because of guidelines put in place to curb the spread of the virus.
Remote troubleshooting in food manufacturing shares many similarities with telemedicine. In much the same way, we’re trying to get our systems up and running again (feeling better) as quickly as possible. Both rely on remote communication technologies to diagnose and solve problems, and both require skilled professionals to navigate complex systems and make critical decisions.
A major multinational CPG, which asked not to be identified because of the sensitivity of some of the information, has been using remote troubleshooting on its equipment for more than a decade. An automation engineer for the company likens an OEM’s ability to solve particular problems on a machine to the ease with which a doctor can understand some medical symptoms. “You go to the doctor, and he’ll ask, ‘What are your symptoms?’ ‘Well, I have chest pain, I have this,” and the doctor will say, “Hmm, well, if you have chest pain, you need to do that,’” he explains. “Same thing, you call the OEM and you say, ‘I have this problem, this is what I was doing.’ That helps the OEM.” Sometimes it can be a simple solution.
The technology to make connections between OEMs and their equipment residing on customers’ plant floors has been around for years. Willingness to use that technology, on the other hand, has been scant. However, many food and beverage producers found, during the pandemic, that there really was no other way to get the problems diagnosed. And since lockdowns have eased, remote troubleshooting continues to be essential for maintaining continuity in the face of disrupted supply chains, reduced staffing, and other challenges.
Labor—or the lack thereof—remains one of the biggest challenges in the food and beverage industry, with facility maintenance being a highly affected area, notes Jonathan Darling, CPG industrial automation market segment leader at Schneider Electric. “The ability to access equipment, troubleshoot equipment, maintain equipment, be able to remote in and walk through a more technical aspect of a piece of equipment if it’s down—those types of things have to be adopted,” he says. “Because we’re not getting more labor into food and beverage manufacturing.”
Even before COVID, some food manufacturers had already seen the benefit of saving time and money when something went wrong with the equipment. The CPG mentioned above has been using remote troubleshooting for more than a decade and has worked to standardize the connections with its OEMs for increased security.
“We needed a mechanism to have remote support because having the OEM come to the facility—to travel to every single issue—is very expensive,” the automation engineer says. “And it’s not only expensive, sometimes it’s not timely. The OEM may not be available for, say, 48 hours. Whereas if they had a mechanism just to log in, we’ve seen many times that it can be resolved remotely.”
Tetra Pak is one large equipment maker driving more and more toward gaining connections to its systems at customer sites. “Connectivity enables a lot of service and solutions that can provide value to our customers,” says Livia Marra, solution design manager, PSE Automation & Solutions, for Tetra Pak. As such a large company with a wide range of equipment, it helps to be able to access particular expertise wherever it resides in the world. “This possibility of having someone that is based in a different location supporting a customer with the right knowledge necessary for that demand, for example, it’s incredible because we are saving costs internally as well. The customer, they are paying less for the service, but also the downtime is reduced, and it results in less waste.”
Tetra Pak also provides connectivity for sending analytical data to the cloud for predictive maintenance solutions, Marra adds. “Connectivity is something that was already important before COVID, but once it hit, it became top priority.”
Bring OT together with IT
One key piece of advice—brought up by one expert after another—is to make sure that your IT and OT departments know how to play nicely together. That was an important reason the CPG was able to get remote support set up earlier than many companies in this industry.
“We are very integrated with our friends in IT,” the engineer says. “In most organizations, there are two different worlds—IT lives in their own world, and OT, which is the operational technology world, lives somewhere else. In our case, we are very converged.”
The shop floor has tended to avoid IT as possible, comments Dan Barrera, product manager for ctrlX Automation at Bosch Rexroth. “But COVID accelerated things; it created that demand to really incorporate the IT and the OT world together.”
It’s important to maintain transparency between IT and OT, and between brand owners and their OEMs. “If you are not clear, if you say, ‘We are just going to have a device,’ the IT organization will never allow you in,” the engineer says. “You have to be very open with them and say, ‘Guys, this is our standard. This is how we connect, and this is how we talk to each other.’” With that sort of conversation, it is much easier for the IT team to accept the connection and also help the OEM make that connection.
The cybersecurity part of this discussion could fill its own article, but it’s a vital consideration as any CPG works toward a troubleshooting solution. According to a 2020 survey of CPGs done by PMMI, cybersecurity concern was the top barrier to setting up remote access.
 | Read how to safeguard your food or beverage operations from cyber attacks. |
“Users are very suspicious of hooking anything up behind their firewall. And there’s a raging battle right now between the IT department and the OT department about who even should get to control the what and who hooks up the equipment on the factory floor behind the firewall,” says Spencer Cramer, founder, chairman, and CEO of ei3, and a pioneer in the remote connectivity space. “So if you’re a machine builder, and you don’t have a fully featured staff of experts who are putting together your IoT solution, you’re going to find that the end customer is going to be very suspicious of putting your system online.”
There is plenty of reason to be concerned about the security of connections within your manufacturing facility. “The internet is a place that is full of vulnerabilities waiting to be exploited,” Cramer comments. “Many in the food and beverage industry will be concerned about losing intellectual properties if they connect equipment and put the wrong data in the wrong hands; it’s possible that they could lose some valuable recipes or processes that are unique to their company.”
The benefits are too real to be ignored, however. So rather than deny the connections, Cramer recommends partnering with companies that can help address those vulnerabilities.
A key element of remote access is that everyone has a unique capability and also their own way of doing it, notes Mark Fondl, vice president of product management for remote access at ei3. He also leads the Digital Transformation Workgroup at The Organization for Machine Automation and Control (OMAC), working on best practices for remote connectivity. “Some are more secure than others; others require a lot more planning,” he says. “All these different variations can be very difficult. For companies that allow so many different variations into their plant, they’re essentially creating all these various holes, because every solution is slightly different, which means that the IT group is going to go crazy in trying to figure out a way of doing it. There needs to be a collaborative acceptance between the IT organization and the OT organization for how to handle safe and secure access and then limit that to a specific type of technology—so that you can control it and manage it.”
Key to this success is coming up with a connectivity solution that not only satisfies the demands of IT but also enables OT to be flexible when there’s a problem. Otherwise, OT will go right back to ignoring IT and putting in a solution that bypasses the IT organization, Fondl says.
The PMMI Manufacturing Excellence (MaX) Member Forum recently released a document on bridging the IT-OT gap on cybersecurity. “It’s all about how do we make sure that we’re asking the right questions to get secure platforms and secure connections based on the differences between IT needs and OT needs,” says Bryan Griffen, senior director of industry services for PMMI.
Need for standardization?
The vast majority of OEMs will adapt to a food or beverage producer’s needs, according to the CPG. “But there are some who are new to this. They may have developed one solution and they just offer that solution. That is where we will get into trouble, if they are not nimble,” the engineer says.
Though a less experienced end user might welcome accepting whatever the OEM is prepared to provide, a larger company with a higher level of maturity will likely have different demands, he notes. “That company will say, ‘We are not going to allow a foreign device that can get unrestricted access to our network. You have to come through our system so we can manage who comes into our system, and we can monitor what is being done.’”
That’s exactly the sort of thing this large multinational company is able to do. To standardize on how OEMs from all over the world can access their respective equipment, the CPG developed engineering stations at each of its plants and asks that the OEMs log in through those stations. The CPG uses Rockwell Automation’s FactoryTalk AssetCentre as a repository and disaster recovery for all its software. It’s through this that OEMs get access—after logging onto the server through the VPN—to the software and documentation they need to get the job done.
The engineering station setup doesn’t always work, though, if an OEM has a special type of software it’s using; they might need direct access to the machine. And this large CPG might not always be the biggest player in the room. The engineer points to Tetra Pak, for example, as an OEM with more pull—and with its own global standard.
Tetra Pak, in fact, uses a few different connectivity scenarios, according to Marra, relying primarily on a secure safety tunnel between the equipment maker and its customer’s network. “We have a standard solution to connect that’s proved safe, but we have the flexibility to discuss customer by customer,” she says.
The right way to connect
At the end of the day, there is likely not only one way to make the right connection to machines to enable remote troubleshooting. But there’s usually a way to get it done safely.
Remote connections have somewhat of a renegade history, which could turn some people off the idea in general. “Remote access for most people is: All of a sudden, I’m going to take a cellular connection on an OEM machine and I’m going to plug it in so I can gain access outside the plant because the IT group isn’t giving me any connectivity. And I need to get that information outside the plant,” Fondl describes. “So that in itself can create all types of problems and what have you. But through lack of anything else, that’s the way people were doing it, and it’s really very insecure. And so the industry itself tended to be very much against remote capabilities in manufacturing.”
There’s also a general skepticism in the industry that an OEM will be able to correctly diagnose a machine remotely, according to Griffen. “When I was with Nestlé, there were times that we would bring OEMs in to fix the machine, and the guy on site would really struggle trying to fix his own machine,” he says. “So there’s some lack of confidence that the remote connectivity is actually going to solve the problem—as well as the fear of being compromised.”
Prior to COVID, remote connectivity tended to be a taboo subject, with customers refusing to connect their machines, says Justin Garski, Americas OEM segment manager for Rockwell Automation. “And then the world shut down, and all of a sudden people were like, ‘Man, our factory’s not going to run unless somebody fixes this thing.’” Rockwell and other automation suppliers had tools that were built just for these types of events, and they were ready to help users get connected to their OEMs.
Connections throughout the industry, though, ran the gamut. “We saw a handful of OEMs put in things with cellular modems built in, so IT had no idea they were even there, which introduces a whole different can of worms and risk,” Garski says. “And then we had some of the smaller CPGs where they’re like, ‘Look, we just want to run product. Please help us. The door’s wide open.”
It was in this atmosphere, in late 2021, that Rockwell launched a remote access solution to help OEMs more easily realize the benefits of using remote access. It combines cloud-based software with a remote access router. “The OEM connects to the cloud, the machine connects to the cloud, they get married there, and then you’ve got this tunnel back and forth,” Garski describes.
Though the food industry might’ve been behind other industries when it came to its willingness to connect its machines, the pandemic opened some doors to technology that had previously been blocked, Griffen notes. “All of a sudden, sometimes my only option was: I’ve got to open a channel here and let somebody into my equipment.”
But that kind of hurried response to connectivity introduced exposed operations to possible attack. “We were in an emergency mode. We were just going and doing what needed to be done,” Griffen says. “Now let’s clean this up. Let’s make sure that it’s a good option going forward.”
Because of the growing importance of remote access in manufacturing, OMAC put together a workgroup in September 2020 to address the need for best practices. The group created a Practical Guide for Remote Access to Plant Equipment, which details many of the considerations that manufacturers will need to think about when making those connections.
There are several options for connecting to equipment, as outlined in a report from the OpX Leadership Network, including direct VPN, converged network, cell modem access, and others. A large majority of respondents to OMAC’s study use VPN along with other methods.
“One of the challenges is that the OEMs, if not given some level of guidance, will choose a way that they will do it on their own. And so it creates a little bit of challenge in that particular regard,” Fondl says, noting that this was a key goal for OMAC creating the remote access best practices. “Some of them are going to be good, and some of them aren’t. Some end users, they may say what is the best, most secure solution that is agreeable to both the IT organization and the OT organization, and then try to do some level of standardization. And I think OEMs themselves, if given a valid reason for it, will adopt and use that solution.”
There’s a growing notion, Cramer says, of zero trust remote access. “That goes along with what’s called a software-defined perimeter, where the IT department of a manufacturing organization basically says, ‘We don’t trust anybody in the world. Nobody can get in. But if I need help and support, I’m going to define a link for you and only you to come in and provide service and support to one and only one particular piece of equipment.’”
It's not too unlike if the visit were being made in person by the OEM’s technician. “You open a door just like you would in your factory,” Cramer explains. “You invite me to come; I have the invitation. When I come, you open the door. When I get there, you escort me to one piece of equipment. All of that can be done with a properly constructed remote access system.”
A simple cell connection
A cell-based connection is a nice, simple network connection, but can be problematic. “If you have all these remote solutions that are cellular based, that are bypassing any of the controls, you have no ability of knowing where that information is bleeding out of your organization,” Fondl says. “There’s probably more uses of cellular point connections to pieces of equipment on the plant floor that shouldn’t be there—that IT has no idea of where it is—and is a potential harmful issue.”
Cellular connections might be more suited to manufacturers who are less mature in their digitalization developments—where each machine is more of an island, the CPG’s engineer notes. It’s a very easy way to make a connection to a particular machine. “In our case, we can’t do that because, the moment you get in, that means now you have access to our network. And we want to know 100% who’s coming into our network.
Ashworth uses a cellular connection for its SmartSpiral system, but its freezer does not connect to other equipment in the factory, notes Chris Trinch, senior product engineer for Ashworth. “If we were on the customer’s network, we would absolutely have to work with our customers [to standardize connections], but being that we are completely standalone, we really bypass all that headache,” he says. “It really makes it a lot simpler. We don’t have to go in and work with their IT staff. We don’t have to have certain requirements because really the only thing that can be affected is our PLC.”
A cellular connection is safe—until it gets connected to something else, Garski asserts. “Cellular itself is totally golden. It becomes a one-to-one connection,” he says. “It’s as soon as somebody who thinks they know what’s going on plugs that thing into the rest of the factory.”
Some OEMs make sure they have the right kind of connection by relying on specialists to help them create those connections. “The machine builders typically incorporate our technology into their equipment and then deliver our equipment to those brands that we all know and love,” Cramer says. “We help them stay current because this is our only business. We’re not making ovens or conveyors—all we do is internet-secure solutions for mechanical equipment. By doing that, the machine builders can concentrate all of their resources on what they do best, which is that unique technology that makes their machines better than their competition.”
Bosch Rexroth released a new control platform, ctrlX Automation, around the end of 2021. Along with that is CtrlX World, an ecosystem that allows third-party vendors to create apps for their technologies. One of those apps is a VPN, but there is a range of apps specialized in various aspects of connectivity, says David Boeldt, product manager for ctrlX Automation at Bosch Rexroth. “This could be for doing MQTT and other types of communication protocols, but it also opened the door for vendors that are specialized in security,” he says.
 Bosch Rexroth’s ctrlX Automation platform, driven off an app model, makes it easy for OEMs to choose the apps that work best for their systems.Bosch Rexroth
Bosch Rexroth’s ctrlX Automation platform, driven off an app model, makes it easy for OEMs to choose the apps that work best for their systems.Bosch Rexroth
This makes it much easier, for example, for an OEM to incorporate VPN capabilities into its machine. “The OEM doesn’t have to create anything; they just have to select the apps that are required for them,” Boeldt says.
“The OEM can create a VPN connection to the customer and be able to translate themself into the machine without physically having to be there,” Barrera adds. “That allows us to really see the code, look at the alarms, and then we’re able to do that in our computers. We can even ask, remotely, the maintenance guy to run the machine in a certain way so we can actually review what the code is doing or what the drives are doing.”
A key role that automation suppliers can play within the remote connectivity space is to help OEMs understand how to mitigate the risks, Darling says. “Some of the biggest challenges are helping customers understand that we are doing everything we can to mitigate as many risks as possible, to allow the equipment that they’re putting in their facilities to be able to operate at an optimum level at all times, and to be able to help them stay up and produce,” he says. For the OEMs, it’s that value that the customer is still a little bit hesitant with.”
Connecting with a brand’s own expertise
The expertise might not always be coming from OEMs, but from subject matter experts within the CPG itself.
Just this past Christmas vacation, three of the CPG’s automation engineers were on vacation when a system went down. “They couldn’t find anybody to help, so they finally came to me,” he recalls, laughing. “I said, ‘Alright, guys, I’m home. I’ll just log on and see what’s going on.’
Through its Movicon industrial software platform, Emerson has a customer implementing a pilot project with an expansion to 50 plants. “They’re using augmented reality to share subject matter experts between plants for maintenance,” says Daniel Millar, business development manager of factory automation at Emerson.
Technicians could wear HoloLens glasses, but the augmented reality (AR) that runs on Emerson’s Movicon SCADA platform also allows operators to control and troubleshoot their machines from an iPad or cellphone. “You will put it over the device, and it gives you what the motor is doing or the what the cylinder is doing, and it gives you the part number and such,” Millar says.
As needed, such visibility could enable an expert at another location to get a better view of what the technician on site is seeing. Though augmented reality is certainly not yet universal, Millar estimates that three of the 10 projects he’s working on now include augmented reality. “For two of them, it was helping maintenance maintain the equipment with subject matter experts around the plants that was key to why they’re using Movicon,” he says.
 Rockwell Automation partnered with PTC and its Vuforia augmented reality to provide help to maintenance technicians.Rockwell Automation
Rockwell Automation partnered with PTC and its Vuforia augmented reality to provide help to maintenance technicians.Rockwell Automation
It’s a fallacy to think that remote troubleshooting means you don’t need anyone local on the scene, Fondl comments. “It’s an escorted operation, meaning that someone should be physically present when you work on some piece of equipment,” he says. “Now, that person may not have the level of expertise, but he doesn’t need to.”
This is a big part of where augmented reality can come in handy—to use the technician on the plant floor to give eyes to the expert at another location.
Predictive maintenance
To take this discussion in another direction, not all remote connections are about troubleshooting failing systems. The flip side is ongoing analysis, in many cases to keep the system from going down in the first place.
With one protein company, Emerson was able to use predictive maintenance—through connected systems—to get its palletizing operations from 40% to nearly 100%. With its OEM customers, Emerson has been focusing increasingly on helping them understand how to create new revenue models with the connection capabilities available. “They can use the software to provide sensors to the machine to monitor that machine,” Millar explains. “Using Movicon and/or IoT, they now can monitor and provide data to themselves at their home office that will help maintain that equipment and predict failure for the customer. I think that you’re going to start seeing that more and more, where end users and CPGs will be demanding that from their OEMs.”
 Emerson’s Movicon industrial software platform can help supervise and analyze a facility’s overall equipment effectiveness.Emerson
Emerson’s Movicon industrial software platform can help supervise and analyze a facility’s overall equipment effectiveness.Emerson
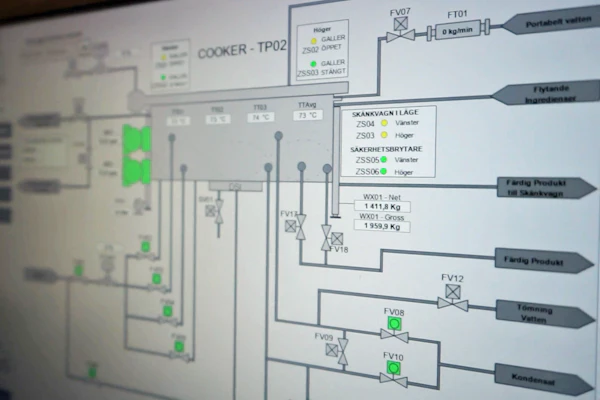
In some cases, it’s hardly even possible to get physical access to the machine to check on any potential issues. This was the situation for House of Raeford’s plant in Hemingway, S.C., which makes mini corndogs. Every product in the facility goes through its spiral freezer at some point in the process. To say a spiral freezer is difficult to maintain is a bit of an understatement.
“For someone who has never had exposure to the spiral freezer, they have no idea that walking on the inside is like walking in a hurricane,” says Dean Page, plant manager for House of Raeford. “We operate from about -36°F to -40°F, so it’s extremely cold. The wind that is generated by the large-velocity fans is tremendous, so it doesn’t present a good opportunity for a technician to diagnose issues and/or work on problems once they’re found.”
 The nature of a spiral freezer—like walking inside a hurricane—makes it difficult for technicians to diagnose issues or work on problems once they’re found. The SmartSpiral system makes it easier to know where to focus maintenance efforts.Ashworth
The nature of a spiral freezer—like walking inside a hurricane—makes it difficult for technicians to diagnose issues or work on problems once they’re found. The SmartSpiral system makes it easier to know where to focus maintenance efforts.Ashworth
The spiral freezer House of Raeford has from Ashworth, however, is equipped with a SmartSpiral system—designed to help users run and maintain the equipment correctly. The system records data from belt tension, temperature, outfeed drive motor power, cage drive motor power, and bearings. The data is analyzed for alarms, which are sent to the customer, and is also stored and accessible to the user via an internet browser.
“The SmartSpiral system has given us the ability to determine where we need to focus our energy and our efforts and correct those issues,” Page says.
Unplanned downtime used to cost House of Raeford about $6,000/hr, according to Page, with no way of seeing into the spiral to anticipate bearing failures and belt crashes. Now, with SmartSpiral, the food company has reduced downtime by 200%. “We’re able to predict when bearings need to be replaced, if there’s a problem with belting or tension, and/or if we’re having issues with refrigeration,” he adds.
| | Learn how CPGs are implementing a variety of predictive maintenance technologies, and OEMs are looking for ways to match demand. |
Although potential customers often balk at the upfront cost, Trinch says, “If we save you just one downtime incident, most likely you’re going to pay off the system.”
It can also be difficult to get customers to understand the importance of the trending data and what it can discover. “We’re setting up a baseline of the readings and we’re getting in and then we’re looking for a deviation from that,” Trinch explains, recalling a time when they spotted such a deviation with a customer in Minnesota. “We saw a pattern of a certain temperature range—it was -33 to -32°F. Well, one day we started seeing about a degree and a half fluctuation in that temperature range. We notified the customer, but the customer didn’t think anything of it. But we thought that there was something there because we had three years’ worth of data at that point that said this is the range you should be in. But when we notified the customer, the customer elected not to do anything about it. The week after that, they crashed—the entire plant refrigeration, not once, but twice.”
The monitoring that Ashworth does has the potential to not only provide predictive maintenance for the spiral freezer, but also help customers better understand how to operate their systems, Trinch notes. This is particularly helpful as Baby Boomers retire out and take their knowledge with them. “You’re getting a less skilled maintenance staff and people who don’t know as much as they used to,” Trinch says. “We have a customer who, about once a month, we start getting alarms on his bottom bearing and we shoot him an email: ‘Hey, will you please grease your bottom bearing?’ That’s a really simple fix, but if that bearing goes out, you’re talking thousands of dollars to replace it.”
FPS Food Process Solutions has had its Remote Monitoring System (RMS) out in the industry for about a year to help its customers monitor their freezing systems, FPS’s as well as other companies’ systems. It’s been a vital development in the industry, according to Brock Price, manager of global reliability and maintenance programs for FPS.
 FPS provides a remote monitoring system that enables its technicians to monitor customer freezer units.Food Process Solutions
FPS provides a remote monitoring system that enables its technicians to monitor customer freezer units.Food Process Solutions
“Production’s huge right now in food and beverage. For whatever reason, nobody can make enough food,” he says. “Downtime and their equipment not creating the quality they need is not an option. So they’re moving toward this more predictive style of remote monitoring tools.”
A key driver for remote monitoring is the trouble that companies are having hiring the skilled workforce they need, Price says. “A lot of times, they just don’t have the people. One of the big drivers for remote monitoring is to get ahead of that breakdown work, that downtime, that takes away from production and also takes up manpower,” he says. “This is a way to get ahead of that resource issue that a lot of companies are having today.”
The remote monitoring also helps bridge the gap between experienced and inexperienced workers, Price adds. “Now they have a place to call to get some help.”
How to manage the data
For its remote monitoring, FPS relies on Ignition technology from Inductive Automation. “We bring everything back through an MQTT module, which is a high-level security module that allows the information to be first transferred to it, and then we take that information,” Price explains. “It’s a one-way communication, so we can’t go back past the MQTT module and back into the PLC and do anything with their equipment.”
This kind of established security is key to bringing the data out safely. “For most companies that we’re working with, that works well for them. They know what they’re transferring out to the module, and then we get the information,” Price says. “Secure information is a huge concern for all of our customers, as well as us.”
There is plenty to be said about the value of remote connections that allow the OEM to continually analyze the data coming from the machine. “You could have a stream of data coming from a piece of equipment, where some of the data may be very valuable for the machine builder, and the machine builder can offer things like predictive maintenance services, or proactive replacement of spare parts, or automatic consumable replenishment,” Cramer explains. “Other data might be data about customers or recipes or processes or OEE and quality, which is only germane to the machine owner, that food manufacturing organization.”
That brings up an increasingly hot topic of data governance—which data should be available for which parties. “Just because the data has some value to one and no value to the other doesn’t mean that all data should be denied to leave the facility, but rather sophisticated data governance policies should be put in place so that the data can be carved out in ways that make sense,” Cramer says.
Tetra Pak has seen more concerns even just within the past year from its customers about what is happening with the data that the equipment maker gathers, Marra notes. “Things like: Who is having access to my data, my data rights, what Tetra Pak is doing with my data,” she says. “There are a lot of customers that their main valuable asset nowadays is data. Everyone knows how to do a lot of things, and equipment is the same, basically. What is going to change is how they are operating, how they are improving the way that they operate, the parameters that they are using, especially when we are talking about new kinds of products.” Tetra Pak takes all of these concerns seriously, paying special attention to access authorizations and authentifications, she notes.
Increasingly, OEMs are finding that the data gathered for ongoing analytics can be helpful within the day-to-day troubleshooting as well. Remote troubleshooting is no easy task. “Being by the machine and being able to see and smell and feel and hear all those things that are going on really aids in your troubleshooting ability. So if you’re being called up to do a remote connection to the machine, a lot of the things that would have been available to you when you were there aren’t available,” Cramer notes. “So what do you replace it with? You replace it with the data.”
That data can often be considerably more fruitful than trying to get that information from the people on the other end of the line, as Garski describes. “When the service phone rings, the first question the guy asks is, ‘What did you do to it? What changed?’ And the operator or the maintenance guy always responds, ‘Nothing. I didn’t do anything.’”
From there, the detective game starts. “Historically, that fault history would have been stored on the on the machine itself. So now you’re relying on a human being to connect with a computer or a USB stick or something else to try to get you this log file to be able to walk backwards in time,” Garski explains. “If I don’t need to rely on somebody to do that, it’s faster.”
Instead of asking an operator how the machine might be running differently than it was a week ago, with data, a technician can look and see what it was doing a week ago vs. what it’s doing today. That data can also be used to analyze whether the OEE is better or worse—and whether any change in OEE might be caused by performance or quality. “That can lead you down the right avenues to find what things need to be focused on in your troubleshooting session.”
This wasn’t the intention when the industry first started to connect machine for analysis, according to Cramer. “It’s not something that anybody expected when we got started connecting machines up for remote service and remote data,” he says. “But once we started training those OEMs’ service technicians how to use it, they quickly adopted this approach of using the data and having the data right there in front of them while they’re connecting and troubleshooting the machines.”
Not everything can be solved remotely
Just like doctors cannot diagnose every illness without running extensive tests, not every mechanical issue will be able to be resolved through a remote diagnosis.
“There are situations that are a combination of programming, mechanical, electrical—it could be a hotspot of five different things, almost impossible. But there are other things that are really easy to solve,” the CPG’s engineer says. “It goes both ways—not every problem can be solved remotely; that is the trick. But some can be.”
If nothing else, the remote diagnosis can often provide an indication of which technician it would be best to send out for on-site servicing, Garski notes.
“I don’t think there’s ever a fix for not having a great maintenance person in your plant,” Darling says. “But what remote connectivity allows you to do is to be a Band-Aid of sorts, or a fix to where, even if your maintenance team hasn’t been there for 25 years and they can hear that tick as they’re walking by that piece of equipment and know something’s wrong, they can connect with the OEM who made the piece of equipment, can sit there on their iPad or whatever, and be able to, with that tech, who is an expert on that equipment, look at what’s going on, look at the data that’s being produced, have visibility into the equipment and the diagnostics, and be able to help make decisions on how to fix that piece of equipment.”
The general consensus is that remote troubleshooting is a necessity. “It should always be the first thing before we call out a technician,” Griffen says. “There’s absolutely value there, but let’s not fool ourselves into thinking that means we won’t ever need to have a technician on site again.”