Vacuum pumps are important components in the packaging of fresh foodstuffs. Which vacuum pump achieves the highest efficiency factor? A direct comparison can answer this question, as long as the test setup has been designed sensibly. A recently published comparison study suggests the superiority of an oil-sealed screw vacuum pump. However, this result only came about using a test setup that seems very unrealistic. Now, the independent testing organization TÜV Süd has also carried out a comparison of the vacuum pumps involved. This entailed the realistic simulation of a standard industrial process. Under these conditions, the result is clearly in favor of the oil-lubricated rotary vane vacuum pump.
This article compares two comparison tests. For the sake of clarity, they are referred to as Test 1 and Test 2 below. For better readability, the oil-sealed screw vacuum pump is abbreviated as SVP and the oil-lubricated rotary vane vacuum pump as RVVP.
Test 1: Demand-driven control vs. full-load operation
This test was initiated by the manufacturer of the oil-sealed screw vacuum pump (SVP). The company mainly specializes in compressors, and the machine in question is a derivative of compressor technology. It was compared to an oil-lubricated rotary vane vacuum pump (RVVP) from Busch Vacuum Pumps and Systems. However, the test setup does not allow a realistic comparison for several reasons.
The test cycle simulated various vacuum-supported processes. However, production breaks, including nightly down times during which the RVVP, unlike the SVP, continued to run, were obviously also included. In the test, the SVP was operated as part of a system with frequency converters and integrated control system that stopped the vacuum pump during breaks. On the other hand, the RVVP was apparently connected as an isolated machine that ran continuously at full power.
Test 1 proverbially compared apples with oranges. The continuously running vacuum pump naturally consumed more electricity than its regulated counterpart, which was automatically stopped in the breaks. The RVVP could also have been equipped with a frequency converter and a control system – Busch offers such a version of this vacuum pump. This would have created similar starting conditions. This was obviously not done. Unfortunately, the description of the test lacks precise information about such essential framework conditions.
Test 2: Equal conditions
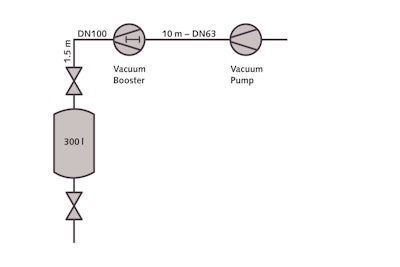
The second comparison test (Fig. 1) was recently carried out by the independent testing organization TÜV Süd. It is one of the leading institutions of its kind. The same vacuum pumps were used as in Test 1. However, this time real operation was simulated, without breaks or nightly shutdowns. Test 2 simulated the working cycle of a vacuum packaging machine. This is a common use for vacuum pumps in industry. As is often the case with such applications, both vacuum pumps were additionally supported by an identical vacuum booster. In addition, the test setup and procedure were checked by a well-known manufacturer of vacuum packaging machines and confirmed as a realistic simulation.
As an application example, a packaging machine with a large chamber volume was chosen, such as is used in the packaging of meat or cheese products. Typically, such a machine with automatic product supply handles several cycles per minute.
In the test, the machine was simulated using a 300-liter chamber and an 11.5-meter long pipe system between the chamber, vacuum booster, and vacuum pump. The chamber was evacuated cyclically to a vacuum level of 5 mbar.
The time for evacuation depended on the performance of the vacuum pumps. The time between evacuation cycles was set at 14 seconds – a typical time span for this size of packaging machines. The required pump-down time of the vacuum pumps and their energy consumption were recorded.
Unambiguous results
The results of the various test runs were consistently unambiguous: the rotary vane vacuum pump (RVVP) evacuates faster (Fig. 2) and consumes less energy than the screw vacuum pump (SVP). Depending on the set speed of the RVVP, this results in further shortened pump-down times or increased energy savings. For example, the RVVP is 11 percent faster in 40 Hertz mode and saves 42 percent in power consumption by comparison.
In addition to the pump-down time and the energy consumption, the pumping speed and energy consumption were also measured during the test as a function of the inlet pressure (Fig. 3). The specific energy consumption (SEC) at different vacuum levels was calculated from these measured values. This gives precise information about how many watts are needed to extract one cubic meter of air per hour to reach a certain vacuum level. Here, too, the RVVP is superior to the SVP in all vacuum levels. The energy savings are between 13 and 73 percent. At the vacuum level of 10 mbar (typical in practice), the RVVP consumes 38 percent less energy than the SVP (Fig. 3).
A question of principle
The results are surprisingly unambiguous. The RVVP is a classic in vacuum pump technology. The R 5 RA 0630 C used here benefits from decades of technical optimization for vacuum generation. In contrast, the SVP is basically a converted compressor. Although both vacuum generation and compression are about gas extraction, the different objectives require different technical solutions.
For compressors the compression ratio is usually 1:10; for vacuum pumps it is 1:100 to 1:1000 – thus much higher. Technically speaking, this means that, in a screw compressor, the two screws and the housing can all be manufactured with higher tolerances. This means that production is more cost-effective and the targeted compression ratio of 1:100 is achieved despite the increasing number of internal leakage. However, this is only because it is compensated by much higher rotation of about 7000 rpm at full load. The RVVP, on the other hand, is a pure vacuum pump with precision parts and minimal tolerances that reduce internal leakage rates to a minimum and ultimately enable a much higher compression ratio. It therefore provides constant performance from the beginning to the end of the evacuation with low energy consumption. It therefore only runs at a maximum speed of 1000 rpm. The lower speed reduces the mechanical load and thus the maintenance requirement. This also makes it possible to achieve significantly longer downtimes and lower machine life cycle costs.
The SVP, on the other hand, requires separate pressure control by means of an inlet control valve to prevent overloading the vacuum pump in the range between 1000 and 300 millibar. Between atmospheric pressure and rough vacuum, it works with significantly reduced performance. This and the design adopted from compressor construction make a significant contribution to extending the pump-down time.
It is precisely these differences that ultimately had an impact on the results of the comparison test.
Conclusion
Test 2 was performed under realistic conditions. Apples were compared with apples – in other words, the actual performance data of vacuum generation was collected and compared. The R 5 RA 0630 C oil-lubricated rotary vane vacuum pump (RVVP) from Busch performed significantly better than the screw vacuum pump (SVP) originally designed as a compressor, both in terms of pump-down time and energy consumption. The test results confirm the superiority of the best-selling vacuum pump in this performance class.